-
Titolo
-
How Induction Furnaces Are Making It Hot for the Axis
-
Article Title and/or Image Caption
-
How Induction Furnaces Are Making It Hot for the Axis
-
extracted text
-
WAR industry is “cooking” with elec-
its these days. At almost any plant
where the application of heat enters into
metal processing, you'll find an induction
furnace doing the job. Its magic coil is tak-
ing the place of fire to produce record-
breaking quantities of fighting equipment.
Improved cannon, armor-piercing shells,
parts for tanks, planes, and submarines, and
a great miscellany of war tools come mag-
ically from it.
On the civilian front, too, induction heat-
ing works like a Turk. It's far more useful
than most of us realize. Nearly every time
we shave with a sharp razor blade, get fine
music from a long-lasting phonograph
needle, plug in our radio, or do an excep-
tional job in our home workshop with good
tools, we can thank an induction furnace.
For, more than likely, it was used in melt-
ing, forging, brazing, case-hardening, weld-
ing, or soldering those items so perfectly.
This metallurgical master worker dates
its success story from the last war. Edwin
F. Northrup devised it as a means of speed-
ing production. Though too late for use
then, its debut attracted wide attention
among American industrialists. Before 1942
our industry had installed induction heating
equipment using 175,000,000 watts, and in
that year war plants accounted for more in-
stallations than in any previous three-year
period.
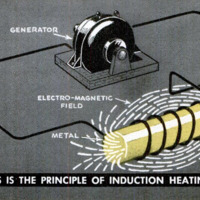
Northrup’s basic principle still holds good, |
although furnaces themselves have under-
gone many refinements to attain production
wizardry. It's the same principle that is
used in an ordinary transformer. In fact, if
you strip off the manifold mechanical gad-
gets from an induction furnace, you have
little more than an insulated box built
around a transformer whose core has been
removed to make room for whatever metal
you want to heat. Heating occurs almost in-
stantaneously when you send an electric cur.
rent through the transformer coil surround-
ing the metal to be treated. The induced
voltage, encountering resistance in the met-
al, produces a power loss which appears as
heat. By varying the frequency and strength |
of the current and the size of the coils, you
can control the depth of heat penetration,
the area affected by the heat, and the tem- |
perature. Just push a few buttons and you |
can give the metal any kind of treatment |
desired.
Engineers have compared induction heat |
with the radiant heat thrown off by the sun. |
When the sun's rays pass through space,
there is slight loss of energy, and thus neg-
ligible heat is produced. But when they |
strike a dark body, its surface is heated, Tn |
like manner, high-frequency magnetic waves
from the coil pass through all insulating ma- |
terials without dissipating their energies, yet
create heat when they strike a metal body.
Nonconducting materials which enter the
magnetic field—intervening air, for example,
or parts of the human body—are not affect-
ed. This explains why a man can place his
hand within an induction furnace without
suffering the slightest injury, though a piece
of metal put there will soon be white-hot.
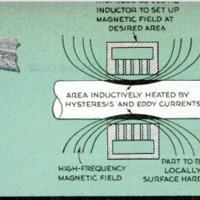
Induction furnaces now being used in the
manufacture of so many of our weapons of
war require an alternating current of high
frequency. In that type of current, the mag-
netic lines of force change direction rapidly,
threading the metal within the coil and set-
ting up the current there that develops the
heat. Direct current will not do the job.
In many installations, tubing is used in-
stead of wire in the inductor coil. This is
possible because of the “skin effect” char-
acteristic of the alternating current, a tend-
ency of the current to concentrate on the
surface of the conductor, especially at high
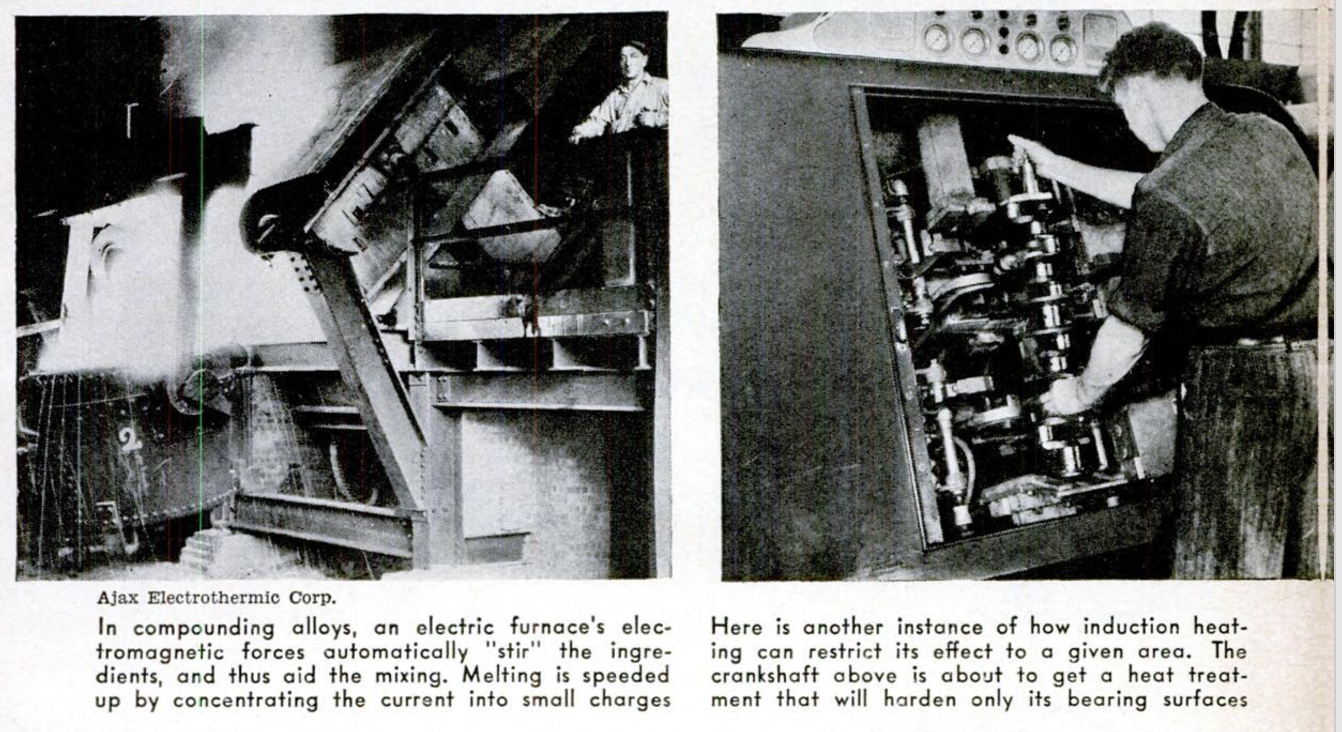
frequencies. Crowding of the current on the
surface enables the induction furnace to at-
tain remarkable results in hardening metals
and gives it a “stirring effect” extremely
valuable in melting operations. Because of it,
shallow-layer objects, such as shell casings
and crankshafts, can be heated so quickly
that underlying portions are not affected,
and alloys of homogeneous nature can be
formed through thorough mixing.
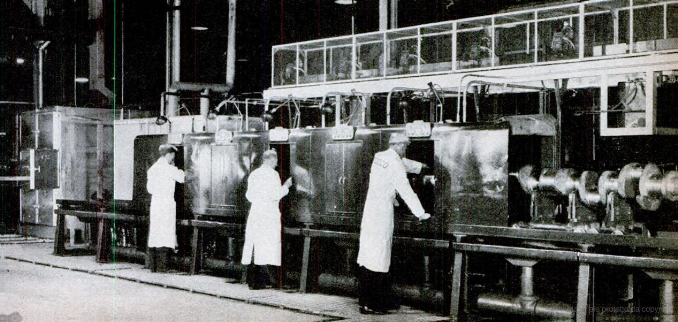
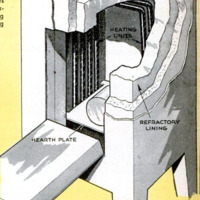
Continuous furnaces—that is, relays of
furnaces—have now been designed to meet
needs in specialized industries. They are
equipped with conveyors or mechanical car-
rying devices and have accurate time and
temperature controls. Furnace ratings, de-
pending on the particular operation, run any-
where from a few kilowatts to as many as
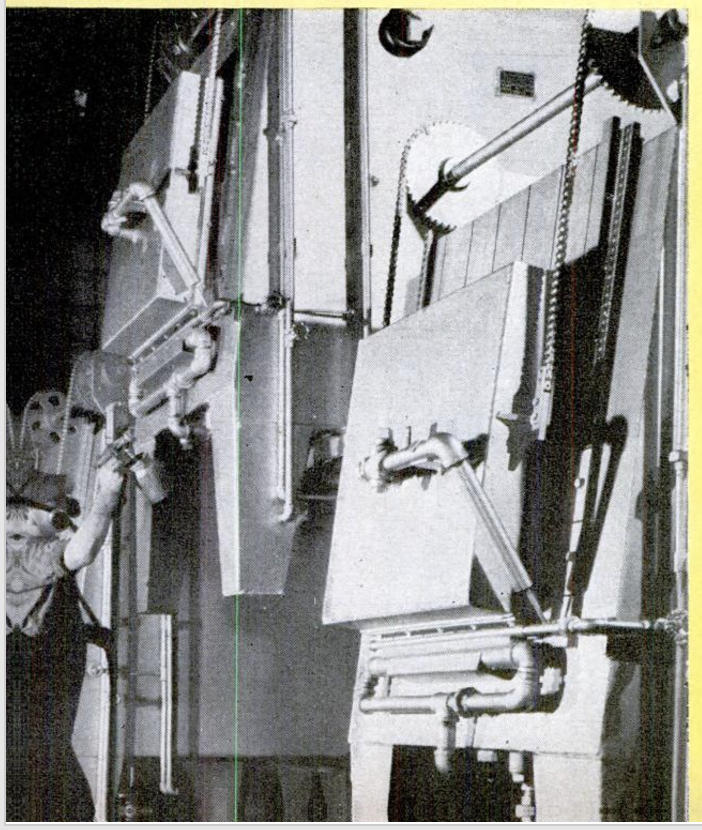
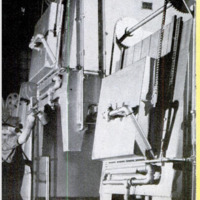
1,200 kilowatts. In some cases, engineers
have designed ingenious mechanisms to
handle materials entirely automatically.
Perfecting of protective atmospheres for
use in the heating process is another step
forward. By means of gases applied so as to
surround metal parts, the operators are now
able to prevent oxidation and decarboniza-
tion. The open-fire method of heat-treating
never has been without possibility of dis-
tortion and chemical alteration of the metal,
requiring lengthy and expensive sand-blast-
ing, pickling, machining, and grinding oper-
ations after the treatment. Faster, better-
controlled heating provided by the induction
furnace saves time and money, since there
are no blemishes or marring results. Equip-
ment now available maintains a protective
atmosphere in the furnace.
Induction heat often figures in the head-
lines these days from war-production lines.
One of the most spectacular advances in
gunsmithing—the centrifugal casting of gun
barrels—is a direct outgrowth of research in
this field. Traditionally, gun barrels have
been fashioned laboriously from ingots,
forged, heat-treated by conventional meth-
ods, and then machined into shape. But
ordnance experts hit upon the idea of simpli-
fying the process with the aid of electric
furnaces. Widely used today is a process in
which ingredients which make up steel for
the barrel are melted in an induction fur-
nace, where alloying is rapid and melting
losses low. Metal is carried in the furnace
itself, which doubles as a giant ladle, and is
poured into a horizontally rotating mold.
The mold is turned until the casting solidi-
fies. Now, when you remove the barrel from
the casting machine, you find it easy to finish.
Centrifugal forces have done the lion's
share of the work. As the rotating occurs,
the barrel has taken shape, not as a solid in-
got requiring expensive hollow-forging or
machining operations, but as one already
having a hole through the center. Moreover,
any slag particles or impurities present in
the mold, being lighter than the steel through
which they are dispersed, float to the bore.
You can quickly get rid of them in the ma-
chining process.
Induction heating is particularly well suit-
ed for forming, brazing, and hardening oper-
ations in making projectiles. Its chief ad-
vantages are speed and uniformity of
heating, ease in controlling heat to specific
patterns, the metal’s freedom from surface
scale after treatment, and greatly improved
working conditions for operators. Another
consideration recognized by farsighted in-
dustrialists is the fact that induction-heat-
ing equipment can be turned to peacetime
use without investment loss. Indeed, post-
war plans have inspired many industrialists
to put in electric furnaces. For instance,
while a frequency of 1,000 cycles is sufficient
for heating many weapons, most manufac-
turers have installed 2,000-cycle furnaces be-
cause they can be more readily converted to
automotive work after the war.
Great is the variety of tasks that induction
furnaces perform. They are used to expand
metal parts, or to shrink those parts for fit-
ting; they treat the nichrome (nickel chro-
mium) wire used in spark plugs, tune the
tungsten contact points found in virtually all
gas motors. Alnico magnet steel used in
radio and meter parts is almost exclusively a
product of induction heating. In radio and
radio-control equipment, induction heating
is used to drive off occluded gases from met-
al parts in sealing vacuum tubes. It's in
nearly all Navy yards, Army ordnance
plants, arsenals, and war plants where spe-
cial alloys and castings are made. Every
day they find new uses for this versatile
furnace to put more heat on the Axis.
-
Autore secondario
-
Jack O'Brine (writer)
-
Lingua
-
eng
-
Data di rilascio
-
1943-11
-
pagine
-
118-121
-
Diritti
-
Public Domain (Google digitized)
-
Archived by
-
Matteo Ridolfi
-
Alberto Bordignon (Supervisor)