Machines That Make Machines
Contenuto
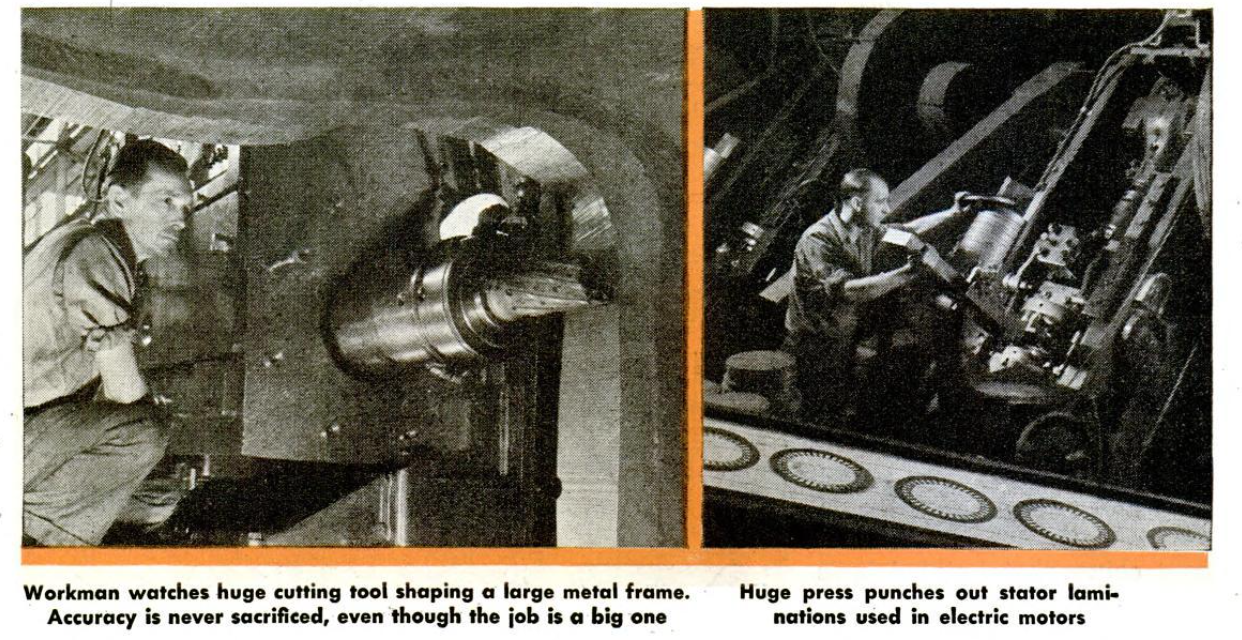
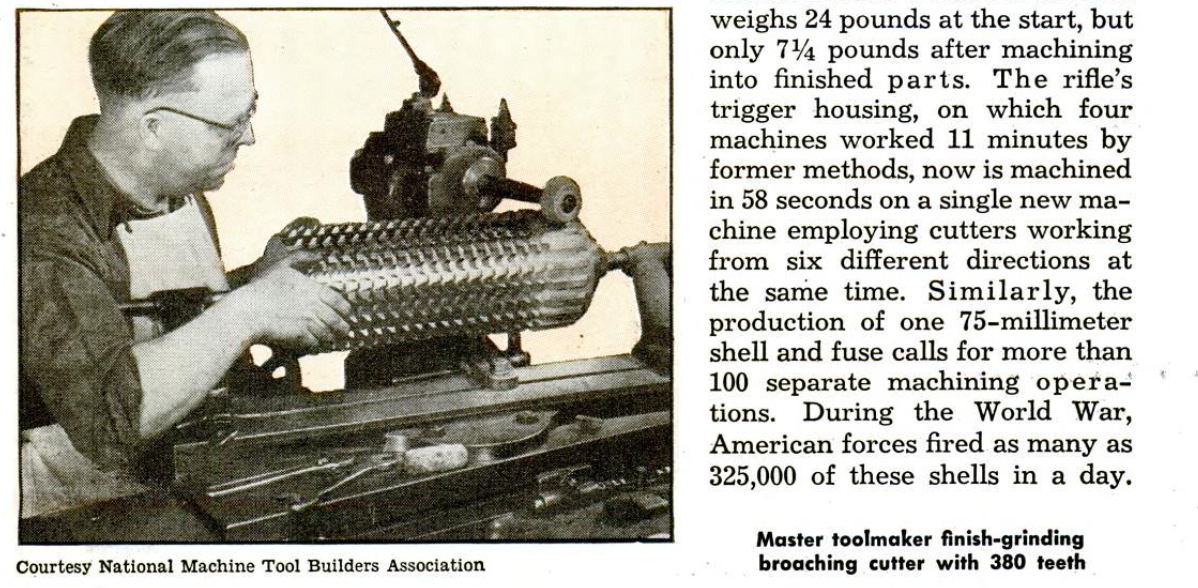
MORE than 8,000 separate pieces of metal go into a single large airplane engine and all must be shaped to size with metal-cutting tools. Machines that do this job, as well as thousands of other operations, are called machine tools and they are the secret of America’s ability to produce amazing quantities of automobiles and vacuum sweepers, war tanks and cream separators, airplanes and guns. Counting the 8,000 parts at one per second would take more than two hours; imagine then the task of machining every fraction of every square inch of practically every one. But the machine tool designed for each operation does it quickly, often faster than you can count, and accurately, in some parts to 1/10,000 inch, which is about 1/30 the thickness of a human hair. These machines that make the machines of civilization come in all sizes, from those small enough to set up on a factory bench to others weighing more than 50 tons and standing as high as a three-story house. Some perform only a single operation, others can work on a dozen or more parts at once. There are midgets with a precision beyond the power of the human eye to distinguish and there are mechanical giants with a touch lighter than a feather. One of these robots almost seems to think as it goes through the task of boring 20 holes at once in an engine crankcase. It completes the 280 holes necessary in 65 minutes; the same job formerly required 6 hours and 40 minutes. Another drills 14 holes simultaneously in an airplane engine in one minute. When the operator presses a button, the machine runs automatically, with drills coming from five different directions. In producing an exhaust valve for an airplane engine, 31 different machine tools are required to perform 150 separate operations. One of them, weighing four tons, cuts seven surfaces at the same time and saves 30 minutes in the finishing of the valve. One four-engine bombing plane needs as many as 72 of the valves. It used to take two machines more than 30 minutes to cut all the grooves in one of the valves to the extreme degree of accuracy necessary, but this single machine completes the job in 36 seconds. Three times as fast in firing as the Army’s old Springfield, the Garand rifle is made of 72 metal parts. Shaving these parts down to the precise sizes and shapes required takes 1,040 separate cutting operations on machine tools. Metal for one rifle weighs 24 pounds at the start, but only 7% pounds after machining into finished parts. The rifle’s trigger housing, on which four machines worked 11 minutes by former methods, now is machined in 58 seconds on a single new machine employing cutters working from six different directions at the same time. Similarly, the production of one 75-millimeter shell and fuse calls for more than 100 separate machining operations. During the World War, American forces fired as many as 325,000 of these shells in a day. There are 3,390 separate machining operations on the parts of a .50-caliber machine gun. One automatic screw machine that weighs five tons and is 19 feet long must be operated 60 hours to provide enough armor-piercing bullets to keep the machine gun firing one hour. Steel sheets which form the magnetic cores and rotors of electric motors are stamped out by punch presses which turn out about 60 sheets each per minute. When 200 of the sheets have been stacked up to form the core, it is thrust into the motor frame by a hydraulic press exerting a 10-ton push. Three-inch steel beams are bent into the proper shape for water- wheel generators by a 1,500-ton hydraulic press. A 40-foot boring mill has an 88-ton turntable on which 500-ton parts of electric generators are rotated while being machined to an accuracy of 4/1,000 inch. The turntable looks like that of a gigantic phonograph. The boring mill, which weighs 350 tons, is one of the largest machine tools ever produced. Electric motors as large as 40,000 horse- power and measuring 15 feet high, are made with the aid of machine tools. But smaller motors, one to 50-horsepower, which are turned out by the tens of thousands, do the lion’s share of the work in mills and factories throughout the United States. They run lathes, milling machines, planers and other machine tools. Thus, we see that the machine tool is power driven. It is a machine and also a tool, but not a hand tool, although its operation usually is controlled by hand. Its basic jobs are boring, planing, turning, milling and grinding, all involving the cutting away of metal. In some types of grinding, the chips taken from the metal are so small that they can be seen only under the microscope. Made of alloy steel, the cutting tool on the machine tool is harder than the metal it cuts. Few factories today lack machine tools; volume production is impossible without them. When Uncle Sam called for thousands of fighting and bombing planes, guns, tanks, shells, trucks and a myriad of other things necessary to national defense, the builders of machine tools were able to turn out the equipment for producing them quickly and in large quantities. First had to come the machine tool, then the defense goods. Fortunately the machine tool industry had had a “warmup” period for the “all-out” job. Machine tools are used to make vacuum cleaners, refrigerators, radios, telephones and thousands of other peacetime products. Too, the industry had helped to supply England and France with the machines for manufacturing war-making devices and supplies. The industry, therefore, knew in a general way what would be needed and set out to fulfill the need. It takes from four months to two years to build a machine tool because most types must be made to order, designed to perform a special job, or must be equipped with special attachments. So machine tool production, which in the four years of 1931-1934 averaged only $30,000,000, jumped to $200,000,000 in 1939, exceeding the 1929 peak. Then in 1940 the production was more than doubled - to $450,000,000, and the 1941 output will total $750,000,000, according to Tell Berna, director, National Machine Tool Builders Association. What the automobile industry has accomplished. with the aid of machine. tools is almost miraculous, some companies having reached production levels of 5,000 to 6,000 cars per day. But for the machine-making machines, the output of a single plant might never have exceeded a few hundred, no matter how many skilled craftsmen may have been employed. Typical of these tools is a big automatic boring machine that in one swift operation establishes a 75-degree angle for all 12 cylinders for a V-type engine. It performs the boring with the finesse of a watchmaker - its accuracy is within 1/1,000 inch. Another is a huge lathe in which parts as large as a 16-inch coast defense gun can be handled.. This tool is called the “watch-maker’s lathe” by the operators, a tribute to its precision. It takes the unerring skill of a master craftsman to produce a large broaching cutter to be used in manufacturing gear blanks. After the steel is “roughed out” and hardened, it takes him many hours to finish grind the teeth because there are as many as 380 on some broaches. The height, thickness and shape of each tooth, as well as the distance between teeth, are not allowed to vary more than a few ten-thousandths of an inch. Once set in a broaching machine, however, this cutter in the hands of a relatively unskilled operator can turn out thousands of gear blanks to extremely close limits of accuracy. Thus is the rare skill of a master toolmaker multiplied a thousandfold by modern machine tools. In the early days of the automobile, it was considered an astounding feat for tool-makers to build a set of fender dies – forms for shaping the metal - in a year's time. All the work was done by hand. As timebrought new machines, a power-driven milling machine was developed that could fashion the same metal dies in the record time of eight months. Now, with modern machine tools, a full set of dies for the modern car, which is vastly more complicated to manufacture than the early automobile, can be engraved in less than one month. Some of these machines actually duplicate in the steel die block the exact shape of a wooden or plaster model. The inner shell of the hub cap of one automobile costs about 12 cents when made by machinery. But the dies to shape it cost about $13,500 and the automatic press to stamp it costs about $30,000 - a machine cost of nearly $44,000 to produce an article costing 12 cents. To pound out that inner shell by hand would cost only $24 for tools. Yet one operator, guiding the machines, can turn out 2,160 of these shells in the time it takes to make one by hand. Similarly the cost of making a low-priced automobile by hand would approximate $18,000. At such a price, only a few cars a year could be sold. Through the evolution of machines that make machines - evolution for peacetime products - America now finds herself ready for the vast job of making the implements of national defense.

- Titolo
- Machines That Make Machines
- Article Title and/or Image Caption
- Machines That Make Machines
- Autore secondario
- Julian Leggett (writer)
- Lingua
- eng
- Copertura temporale
- World War II
- Data di rilascio
- 1941-10
- pagine
- 1-3, 187, 189, 191
- Diritti
- Public Domain (Google digitized)
- Sorgente
- Google books
- Referenzia
- M1903 Springfield
- M1 Garand
- United States of America
- World War I
- Uncle Sam
- England
- France
- Archived by
- Enrico Saonara
- Alberto Bordignon (Supervisor)
- Copertura territoriale
- United States of America