-
Title (Dublin Core)
-
The uses of Plastics
-
Article Title and/or Image Caption (Dublin Core)
-
Title: Lots of things are made of plastics - but what are plastics made of?
-
extracted text (Extract Text)
-
GOLD, THEY SAY, is where you find it.
man may discover it or he may
miss it; either way he has nothing to
do with creating it. Plastics are just the
opposite. Plastics are what you make them.
You can make them hard or soft, light or
heavy, rigid or flexible, opaque or trans-
parent. If you don’t like one you try an-
other. Their variety in physical and chemi-
cal characteristics is matched only by the
diversity of their applications to the ma-
chines, devices, and gadgets on which mod-
ern living and fighting are based—but
always they are materials which are made
to order by man, not materials passively
accepted as the work of nature.
Plastics are a wiae Sroup of organic com-
pounds or resins, largely synthetic, which,
under suitable conditions of heat and pres-
sure, can be caused to flow and in that con-
dition be molded or cast into various shapes.
There are two general classes: thermo-
plastic and thermosetting. The principal
thermosetting materials are the phenol-
formaldehydes, such as bakelite, and the
urea-formaldehydes, which are much used
in bonding plywood. The thermoplastics in-
clude celluloid and similar types, like the
cellulose acetates, and also the acrylics,
which, being tough, easily curved, and more
transparent than glass, are now used in
enormous quantities for gun turrets, blis-
ters, and canopies in fighting planes. The
difference is in the way the two types be-
have when heated. Either will melt when
heated the first time; they both start as
thermoplastics, in effect. On further heat-
ing the thermosetting materials harden—
for keeps. The thermoplastic materials, on
the contrary, are hardened by cooling. If
heat is again applied the thermoplastics
will melt. Their solidification, in short, is a
reversible reaction, while the thermosetting
materials are like mortar-—once it has
turned solid, nothing will liquefy it again.
This difference has practical conse-
quences. Obviously, plastics which in their
working locations will be subjected to com-
paratively high temperatures must be of
the thermosetting type. The two types
must also be molded in accordance with
their thermal behavior. There are three
basic types of molding machines—compres-
sion, injection, and extrusion—and a hybrid
type: the transfer mold. Compression mold-
ing, the oldest method, is largely confined
to the thermosetting plastics. A compres-
sion mold is essentially a press into which
plastic material is fed in powdered, granu-
lar, or some other divided form. When the
mold has been filled, it closes, pressure
and heat are applied—the former by a
hydraulic ram and the latter through a
steam jacket—the material flows and takes
the shape of the cavity. The mold remains
closed until setting takes place. When the
piece is fully set, or “cured,” it is ejected
and the cycle begins all over again.
‘Thermoplastic materials can likewise be
molded by compression, but this method is
used only when the parts are too large for
available machines of the more efficient in-
jection or extrusion types. On the average,
one injection cavity produces as many parts
per hour as a dozen compression cavities.
Moreover, injection and extrusion molds
offer to a greater extent the advantages of
automatic operation, which is something to
be considered in these days
of labor shortages.
In an injection mold, the
material is fed from a
hopper into an electrically
heated cylinder. The mold,
consisting of two ma-
chined steel halves, re-
ceives the molten mate-
rial through a system of
nozzles and gates, pres-
sure subsequently being
applied by a hydraulic
ram. The mold cavity is
kept chilled and the plastic quickly hard-
ens into the finished form. It is then auto-
matically ejected and another “shot” fol-
lows. This cycle continues at high speed.
The injection method is comparatively
new; the first injection mold was imported
into the United States in 1934. At first the
capacity was less than an ounce of material
per s..ot. Now standard machines go up to
22 ounces and special ones even higher.
The outstanding advantage of the injection
method is that the heating is done in one
place and the compression and cooling in
another. This saves time and heat.
An extrusion molding machine operates
like a tube of toothpaste squeezed in the
hand. The mouth of the tube corresponds to
the die which forms the extruded plastic.
The material is carried along by a
large screw which operates like that
in a bu.cher’s meat grinder. The die
is electrically heated and the plastic,
as it comes off the die, must be
cooled by air or a liquid, carried off
on a conveyor belt, and later cut into
lengths or wound on drums. The
method is over 50 years old—spa-
ghetti was one of the first extruded
materials—but has undergone rapid
development in the last few years.
Costs are low in comparison with
compression or even injection mold-
ing, one reason being that the proc-
ess is continuous and fully auto-
matic. The limitation is that only
a uniform cross section can be pro-
duced, hence the method is best
suited for rods, tubes, strips, and
filaments. The die may have many aper-
tures, and as many as 16 filaments can be
produced at the same time, but they must
be kept separate until they cool.
In the transfer mold the material is
heated in a plasticizing chamber and forced
into the mold cavity through an orifice, or
sprue. The subsequent molding is by com-
pression. This method is intended to give
thermosetting materials, as far as possible,
the manufacturing advantages possessed by
the thermoplastics.
Plastic molding is a specialized engineer-
ing art involving terrific forces. Since tem-
peratures are over 300° F., and pressures
range upward from 3,000 pounds per square
inch (in the case of injection molding, up
to 40,000 pounds per square inch), lubrica-
tion of the principal parts of the mold is
impossible. There are many other compli-
cations and technological headaches. Mold-
ing engineers say that anyone can lay out
a mold that will make a good piece; the
trick is to get it out intact without the help
of the nearest dentist. The forces involved
are of such magnitude as to strain the
strongest materials.
Molding plastics is a business in its own
right, but the manufacture of the powdered
or granulated materials which are fed into
the hoppers of the molding machines is part
and parcel of the chemical industries. Prac-
tically all the great chemical concerns—
Mu Pont, Dow Chemical Co., Monsanto, Union
Carbide and Carbon, Hercules Powder,
American Cyanamid—produce plastic ma-
terials from basic ingredients which are
equally indispensable for other chemical
purposes. Thus methanol or methyl alcohol
(CH:OH), now made synthetically in enor-
mous quantities, is necessary for the manu-
facture of formaldehyde and hence for pro- -
duction of the phenol-formaldehydes and the
methyl acrylic or methyl methacrylate
resins already mentioned. But it is equal-
ly indispensable for production of mili-
tary explosives, photographic films, lac-
quers, insecticides, etc. Similarly styrene
(CH,CH:CH.), a co-material with buta-
diene in the production of Buna S synthetic
rubber, also forms the polystyrene plastics.
One of the illustrations shows, in a very
sketchy way, the chemical processing of the
phenolic resins. Beginning at the left, we
note that first phenol or carbolic acid
(C:H:OH) is evolved from
benzene and air, or from
coal tar, and reacted with
formaldehyde (HCHO) in
a resin kettle under heat
and pressure in the pres-
ence of a catalyzer—a
chemical which facilitates
reaction without undergo-
ing any change itself. Oil-
soluble resins for coatings
are taken off, also resins
for bonding and impreg-
nating. The remainder,
with the consistency of
molasses, is poured out on
a steel floor and allowed
to cool. Then it is broken
into lumps, crushed and
ground into powder, and
mixed with a filler such as
wood flour (ground wood
or sawdust) or, in some
cases, walnut-shell flour.
Subsequently it is heated
and rolled, ground again,
screened and blended with
other batches to insure a uniform product,
and finally we have the plastic powder
which is fed into the hopper of the mold-
ing machine.
There are numerous modifications of this
process. Instead of phenol, other related
compounds like cresol may be used. An-
other alternative material is furfural, ob- |
tained from waste farm products like oat |
hulls, corncobs, rice hulls, etc. The Ford
Motor Company incorporates soybeans and
other farm products in its phenolic plastics. |
These are examples of chemurgic applica-
tions, and they are extremely important at |
the present time to relieve shortages. Lignin
pulp, among other materials, may be used |
as an “extender” to make the available plas- |
tics go a longer way. A relatively small |
percentage of phenolic resin, mixed with |
ground lignin pulp, makes a usable plastic.
The molding cycle, however, is longer.
The acrylics are used not only in place
of glass in airplanes, but as dental material |
(according to one estimate 90 percent of
the dental plates made in the United States |
are fabricated of methyl methacrylate), as |
surgical and dental illuminating instru- |
ments for piping light around corners by
internal reflection, and for countless non-
essential purposes—musical reeds, costume
jewelry, toilet articles, pipe stems—which
are now of the past or had better be very
soon. Then there are the vinyl ester resins; |
the vinyl acetals; the recently introduced |
vinylidene chlorides which, among other
applications, make ropes, tough fabrics for
seat covering in public conveyances, and
the like; the styrenes; the
cellulose materials which
are still among the most
important plastics and in-
clude nitrocellulose and
cellulose acetate; the poly-
terpene hydrocarbon res-
ins used in the rubber in-
dustry; casein and other
plastics made from ani-
mal and vegetable pro-
teins. And that is a very
incomplete listing.
Practically all of these
plastics have wartime uses.
Plastics will not win the
war, but without plastics
we might conceivably lose
it. As early as 1940 half
of the plastics production
was in the industrial field.
Even the frivolous, gadg-
ety, and nonessential ap-
plications of pre-Pearl
Harbor days were not
wholly a waste. They gave
the customers a good time,
and they taught the plastics people what
their products could and could not do. This
experience proved invaluable when the task
of wartime conversion had to be tackled.
From a plastic toaster base to a plastic
trench-mortar fuse was less of a jump—
even if the same material
could not be used — be-
cause millions of toasters
had been manufactured.
Bomber turrets came from
transparent cases for play-
ing cards, cigarettes, and
lipsticks. When the bugles
sounded lots of glamour
plastics went to war and
went fast. Others, like
playboys with more patri-
otism than stamina, need-
ed a physical build-up be-
fore they could interest
the recruiting sergeant.
It must not be imagined
that the innumerable ap-
plications of plastics in
the war industries are ac-
cepted mostly for want of
anything better. If you
want to get a rise out of
a plastics manufacturer,
just refer to his product
as a “substitute.” The rea-
son is, of course, that peo-
ple have come to think of
substitutes in the special
sense of ersatz. If I can't
have bread, O. K., I'll take
sawdust. That connotation
does a real injustice to plastics, which in
many cases are actually just as good as the
materials they replace, and in others, dis-
tinctly better.
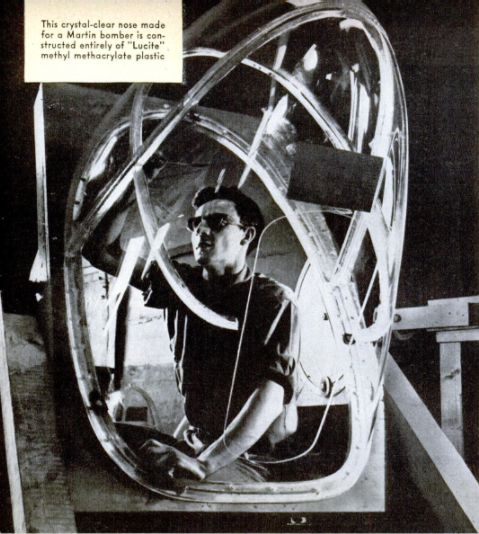
One reason for the extensive use of plas-
tics for transparent enclosures in military
and naval airplanes is that the stuff is not
only easily formed to any desired shape and
strong enough to withstand speeds of over
300 mph, but weighs less than half as
much as glass. Properly designed plastic
parts often effect other material savings in
weight in aircraft: it is said that the radio
apparatus on the German Messerschmitts
weighs twice as much as comparable Amer-
ican equipment, partly because we use plas-
tics freely while the Germans tend to stick
to ceramics. A plastic antenna base for the
P-39 Bell Airacobra weighs only 15 ounces.
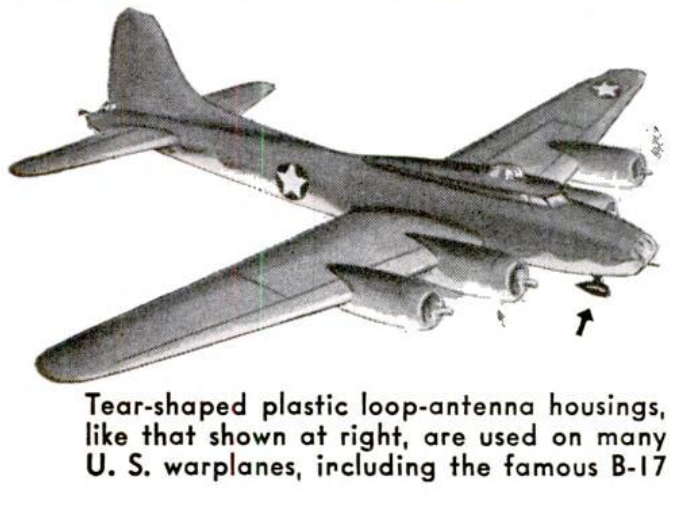
The direction-finder loops which guided
American planes to Tokio were plastic-en-
closed. Among structural materials the resin-
bonded plywoods are of great importance,
both in training planes and in some parts of
combat planes. Aircraft flooring and parti-
tions, parts of the bomb-release system,
equipment-support brackets, and other sec-
ondary structural members may be molded
from rag or fiber-filled phenolic plactics,
which are usually stronger than plastics
made only with powdered fillers. Pilot seats
of cotton fabric, impregnated with a plastic
varnish and molded into rigid shape, save
weight and aluminum. A substratosphere
oxygen mask contains no metal, only rubber
and phenolic plastic, which is light, durable,
and unaffected by low temperatures. Then
there are the usual nonstructural applica-
tions—insulation, instrument housings,
knobs and handles. At airports, the radio
sonde, which is a weather recording station
and radio transmitter sent aloft under a
small balloon, uses urea plastics because
they are light in weight, strong, and non-
water-absorbent.
On the ground we may still have to reckon
with brass-hat mentality here and there.
But we won't have the brass hats because
we haven't got the brass. The generals will
have to wear plastic helmets like the pri-
vates, and they will be good helmets—good
enough to withstand an eight-pound iron
ball dropped a distance of two feet, or a
one-pound hammer dropped 16 feet. For
combat service a metal cover will increase
the stopping power from 16 foot-pounds to
50 foot-pounds. Soldiers’ helmets must
withstand high temperatures during de-
lousing treatment. These plastic helmets
may be exposed to steam at 250 degrees F.
for 30 minutes without damage.
Ordnance applications include experimen-
tal use of plastics for rifle stocks. So far
they are said
to have proved inferior to the more flexi-
ble black walnut, but for grips and handles
of pistols and machine guns, and for bayo-
net mountings, they are entirely suitable.
Three parts of the 60-mm. trench-mortar
fuse are made of thermosetting plastic,
saving a pound of bar aluminum in each
projectile. Tests indicate the possibility that
laminated plastics may ultimately replace
metal for the windshields (cone-shaped
points) of 20-mm., 37-mm., and 75-mm.
shells. Another possible application is in
the elevating and traversing mechanisms
of tank guns, perhaps also in the hand
wheels of artillery weapons, and in lighter
services such as eyepieces for fire-control
field glasses and telescopes, protractors,
control knobs, etc. For that matter, smoke-
less powder itself is essentially an extruded
cellulose nitrate plastic.
Then there are all those applications
which the armed services share with civilian
activities, such as safety glass and tire
reinforcements in automotive vehicles. A
plastic or plasticlike fiber like rayon yarn
is usually thought of in connection with
pretty girls in stocking and underwear ads,
but it is also used for tire cords in fighting
planes and motorized artillery, in ropes
for towing aerial targets, in army sleeping
bags, and as a covering for electric wire.
Of the 6,000,000 miles of rayon yarn pro-
duced every day by a single company, the
American Viscose Corporation, a large pro-
portion goes into war applications.
Every increase in efficiency in shipping,
packaging, fabrication, surgery and what-
not is a contribution to ultimate victory.
In Western airplane factories, jigs and dies
from cast plastics are reported not only to
be conserving strategic metals but to have
saved between two and three months on
the tooling program for the B-17F Flying
Fortress. Du Pont offers cellulose acetate
for spacers to save metal and speed up
milling-machine operations. In the stern
tubes of ships, laminated plastics are out-
wearing lignum vitae, the conventional
material. Pipes made of a thermoplastic
resin, a quarter the weight of iron, can be
welded in two minutes. Plastic surgical
windows serve as portholes through which
the healing of a bomb wound may be ob-
served, cultures may be obtained for analy-
sis, etc. Wire mesh coated with cellulose
acetate, used as a flexible “health glass”
before the war because it transmits ultra-
violet light, is found to resist the shock of a
150-pound bomb exploding six feet away. |
There seems to be no end to the actual |
and pending applications of plastics in con-
nection with the war effort.
Not the least important is the possibility
of saving a moderate amount of rubber at |
a time when every ounce counts. Rubber-
like plastics include some of the polyvinyl
alcohols and ethyl cellulose, the latter made
from cotton linters or wood pulp, common
salt, and alcohol. Another type includes
synthetic resins of the vinyl acetal group,
used as an interlayer in safety glass, but
now also available for waterproofing service
raincoats, hospital sheeting, and the like.
In a single Army raincoat this plastic re-
places one and three quarter pounds of
rubber—17,500,000 pounds for an army of
10,000,000 men. A one-to-one composition
of ethyl cellulose and castor oil makes
washers, gaskets, rollers, gloves, galoshes,
electrical tape, gas masks, etc. just about
as good, for their particular purposes, as
articles made of rubber. |
In many industrial applications, rubber- |
like plastics are doing a better job than
rubber itself. Polyvinyl alcohol, marketed
under the trade name Resistoflex, is be-
ing used to replace rubber and metal hose
in_automatic machinery for making radio
tubes. Water dissolves it, but it will carry
about anything else, and stay on the job
longer than natural rubber. In many me-
chanical applications it is likewise outlast-
ing rubber and metal.
Even though plastic materials like ethyl |
cellulose and polyvinyl alcohol lack the
bounce and elasticity of natural rubber or |
the better synthetics like Neoprene, they |
are forging ahead in the all-important in- |
dustrial field and in many military and |
civilian applications. It is estimated that
no less than 60,000 tons of rubber have
been used annually for purposes where |
elasticity was incidental.
They talk of plastic chairs with the body |
molded In one piece, entailing only one
assembly operation—the fastening of plas-
tic legs onto the body—and covered with a
preformed plastic upholstery fabric, slide-
fastened and instantaneously removable for |
cleaning. And of molded resinous-pulp |
refrigerators; plastic household appliances |
vacuum cleaners, juice extractors, wash-
ing machines—of plastic-plywood boats and |
airplanes, and much else. Many of these we |
had before the war. They will reappear in |
better, cheaper, and more beautiful forms,
with other devices as yet only’ dreamed of.
-
Contributor (Dublin Core)
-
Carl Dreher (Article Writer)
-
Language (Dublin Core)
-
eng
-
Date Issued (Dublin Core)
-
1943-01
-
pages (Bibliographic Ontology)
-
58-63, 218, 220
-
Rights (Dublin Core)
-
Public Domain (Google Digitized)
-
Archived by (Dublin Core)
-
Matteo Ridolfi
-
Marco Bortolami (editor)



 Popular Science Monthly, v. 142, n. 1, 1943
Popular Science Monthly, v. 142, n. 1, 1943