-
Title (Dublin Core)
-
Welding in war economy
-
Article Title and/or Image Caption (Dublin Core)
-
Title: War drafts the man in the mask
-
Subtitle: Welding answer the call for speedier building of ships, tanks and planes
-
extracted text (Extract Text)
-
WEIRDLY garbed in helmet and
gauntlets, guiding a hissing flame
or a spitting arc, the welder is a |
picturesque figure in the complex pattern of
war production. And in its results the work
is as spectacular as the worker, for the |
man (or woman) in the mask is one of the
foremost soldiers on the industrial front. |
‘Welding has a big job. One of the speed-
iest methods for the fabrication of metal
structures, it reached the stage of advanced |
development at just the critical moment to
answer the demand for ships, tanks, and
planes to be built faster and sturdier than
they had ever been built before. Under this
stimulation it has made advances that were
not even thought possible, and has so in-
creased the scope of its operations that it
cannot fail to remain as a permanent
method of fabrication in the era of world
building that is to come.
Welding, which uses gas and electricity
as its two main sources of heat, consists
of melting together two adjacent metal
edges and of providing additional metal as
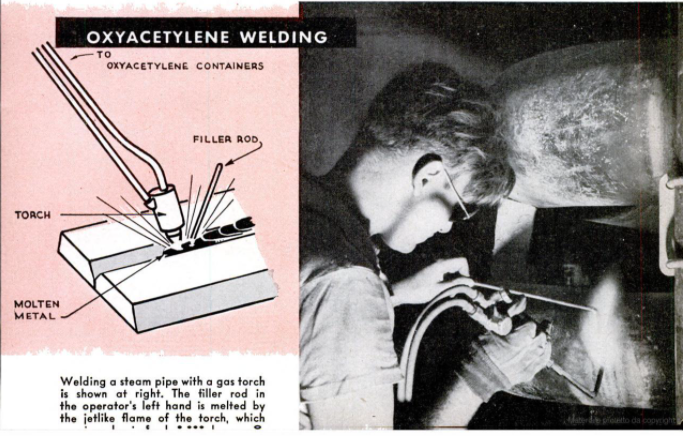
filler. The gas welder uses an intense,
jetlike flame emanating from a nozzle in
which oxygen is mixed with acetylene, hy-
drogen, petroleum gases, and others, under
pressure. Depending on the volume of the
gases and the pressure to which they are
submitted, the gas torch can develop a
heat approximating 3,000 degrees centi-
grade. In gas-torch welding, the filler metal
is supplied by melting a separate rod whose
tip is constantly fed into the welding area.
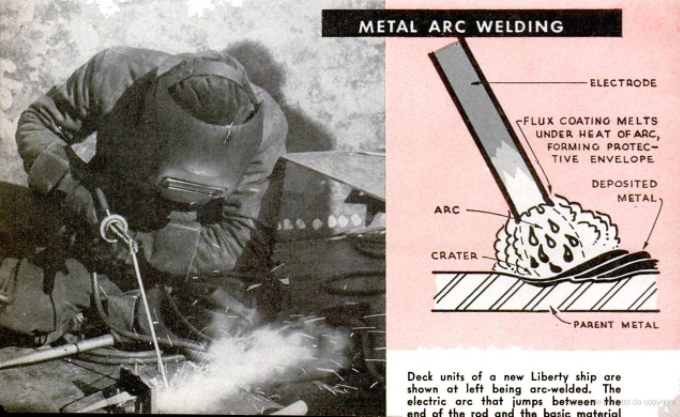
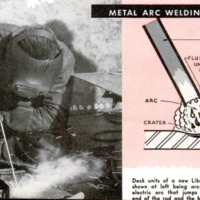
In electric welding, however, the rod tip
itself supplies the necessary heat—in the
form of an arc drawn between the work
and the end of the rod, which is actually an
electrode. Here again the melting electrode
provides the filler, the rod tip, of course,
always being at the hottest part of the
welding area. The arc, which is “struck”
by touching the tip of the rod to the work
and then drawing it away a short distance,
is a flexible, gaseous conductor that bes
comes intensely hot as the heavy current
passes through it. The rod is generally
coated with a flux that melts or burns
under the intense heat and surrounds the |
arc with a protective envelope of inert gas
and slag. It also aids the filler to merge
with material being welded. Because of
its temperature, 6,000 degrees centigrade,
and the active effect of the high-amperage
current, arc welding achieves a speed and
penetration that have made it highly de-
sirable in rapid fabrication. |
One now hears much about the “art” of
welding. The term is appropriate, for the
difference between a good weld and a bad
one depends on the instinct or “feeling”
that the operator develops. He handles his
welding rod as a painter does his brush,
but with this important difference: the
excellence of a painter's work is apparent
from a surface inspection, whereas the
welder’ skill must be underneath as well as |
on top. In short, the molten metal must be |
correctly deposited at the very root as well
as on the surface of the weld in order to |
form a permanent, homogeneous bond. |
To utilize every last ounce of efficiency
and speed that modern welding can bring
to large-scale production, a new science of
jig and fixture designing has been born.
Because welded metal can most easily be
deposited downward, special “positioners”
are built to hold the work so that all weld-
ing seams can be brought approximately to
a horizontal position, and also so that the
welding can proceed almost continuously.
In ordinary arc-welding practice, a spe-
cial handle or holder is used which grasps
an electrode about 14 inches long. Current
is brought to this handle through a flexible
cable and, whenever necessary, a new elec-
trode is inserted by releasing the pressure
on the spring jaws. The trick of using a
continuous electrode for hand welding has
been applied by one company to speed up
production. The current is fed through the
welding wire itself, making unnecessary the
heavy cable connection through the handle.
This wire is fed from a coil above the
operator's head. When the length of wire
from the handle jaws to the arc gets uncom-
fortably short, the operator simply releases
the spring grip and slides the jaws farther
up along the wire. A great deal of time
otherwise consumed in changing electrodes
is saved by this simple expedient.
Very often the question is asked, “If
welding is so universal in its application,
why do we not see more seam welding on
thin metal work, such as is used in air-
planes and the like?” The answer lies in
the intense, concentrated source of heat
which is produced by the welding arc. The
metal must have sufficient “body” to absorb
this intense heat, else it may simply burn
through without melting. Softer metals
also have critical melting points, to which
welding heats must be carefully adjusted.
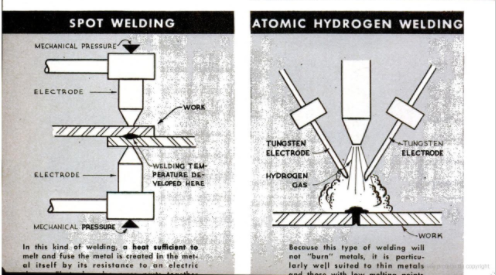
Welding can also be accomplished
through heat generated in the metal itself
by its resistance to the passage of an
electric current. Generally, the parts to be
50 welded are held together under pressure
and the highest resistance is generated at
the point where the two pieces are in
contact. It is at this point that the greatest
heat occurs, and thus the metal is made to
melt and fuse together at the joint. “Spot
welding” is perhaps the most familiar
example of this action and is widely used
for joining thin metal. The spot-welding
machine incorporates two opposing elec-
trodes which can be made to press against
opposite sides of the work by working a
manual or pedal control. Current is then
automatically applied and the heat pro-
duced is sufficient to melt a small area at
the point of contact between the two metal
surfaces. Many effective and ingenious
developments have been worked out in this
field. One surrounds the electrode with a
refrigerant to prevent overheating and
speeds up production.
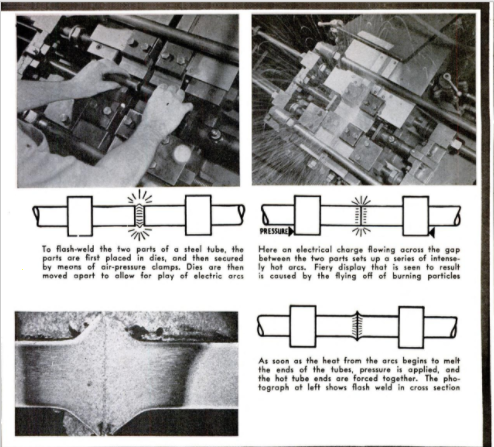
“Pressure welding” is similar in principle
but is applied to larger areas, as in the butt
welding of steel rails, rods, and similar sec-
tions. In this operation, the squared ends
are butted together under pressure and the
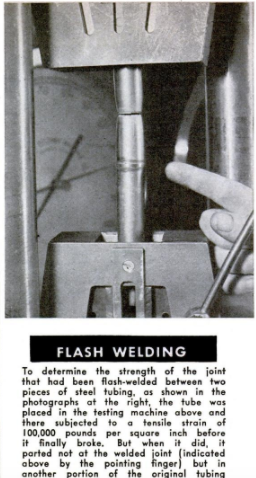
current applied. “Flash welding” is an op-
eration in which the current flows across a
gap between the pieces, forming multiple
arcs. As soon as melting takes place, the
pleces are brought together under pres-
sure.
A notable welding method, which is rela-
tively new, is the atomic hydrogen arc.
This form of welding has many advantages,
particularly in the joining of thin metals
and of those with critical melting points.
In this system, the arc is drawn between
two 1/16-inch tungsten electrodes and burns
in an atmosphere of pure hydrogen. In
practice, such an electric welding “torch”
holds the two electrodes inclined toward
each other, with the hydrogen jet imping-
ing on the arc drawn between them. In
such an atmosphere, the arc does not “burn”
the metal to be welded, as oxygen is ex-
cluded. The two tungsten electrodes are
consumed very slowly and the temperature
of the arc is about 4,000 degrees C. at 30
amperes. Such an arc will weld chrome
steel and many of the lighter alloys with
ease, and gives great promise for airplane
work.
ne of the most far-reaching of the new
applications of welding, which will have a
radical effect on industrial methods and on
the generation and transmission of steam
power, is the new science of welding pipe
joints for high-pressure service. Hereto-
fore, high-pressure pipe lines have been
limited by the efficiency with which pipe
joints could be made leakproof. By the
best methods available, through bolting,
gaskets, and calking, joints could be made
to withstand a pressure of 200 or 300
pounds per square inch. But now, arc-
welded pipe joints can be made which
will stand up under pressures of 1,500 pounds
and upwards, at 1,200 or more degrees F.
And that isn’t the whole story. Obviously,
such joints must be welded in place. Sec-
ondly, the molybdenum steel of which these
extremely high-pressure pipes have to be
made possesses a peculiar property — its
strength increases as it is heated up. Un-
der such pressures, of course, the pipe is
continuously hot, and so withstands the
pressures that much better. And thirdly,
such pipes cannot be welded cold because
at a reduced temperature the steel becomes
brittle, and the heat of the weld would
form microscopic cracks in the metal
around the joint. To overcome the problem
of welding this unusual kind of pipe, elec-
trical engineers have devised an ingenious
solution.
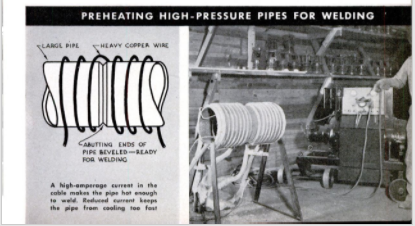
The pipe joint and the metal immediately
adjacent are wrapped with several turns
of heavy conducting cable, through which |
a current of high amperage is passed. This
current has an inductive effect which pro-
duces heat in the interior of the metal pipe .
itself and a temperature suitable for weld-
ing is thus created in a relatively short
time and with a minimum of inconvenience.
The weld is then made while the joint is
hot, the heat thereafter being reduced by
gradually decreasing the current. Thus,
any possible stress effects are relieved and
the high-pressure joint stays tight at the
temperature at which it was intended to
operate.
In addition to the proved speed of weld-
ing, it is estimated that an average of 18
percent less steel is required to build a
welded structure than to erect it by rivet-
ing. For instance, on a freight-car under-
frame weighing 10,500 pounds, welded con-
struction saved over 1,000 pounds, or
enough to build one extra frame for every
10 produced.
There is now practically no structural
metal that cannot be welded by some
method, and welding engineers freely pre-
dict that the time will very soon be at
hand when there will be no structural
joints except welded ones. Already the in-
crease in welded construction of all kinds
is so great that producers of new metal
alloys now find it impractical to place them
on the market until their research engineers
have evolved suitable welding methods for
the material.
-
Contributor (Dublin Core)
-
Russel C. Holslag (Article Writer)
-
Language (Dublin Core)
-
eng
-
Date Issued (Dublin Core)
-
1943-04
-
pages (Bibliographic Ontology)
-
82-88
-
Rights (Dublin Core)
-
Public Domain (Google Digitized)
-
Archived by (Dublin Core)
-
Matteo Ridolfi
-
Marco Bortolami (editor)

 Popular Science Monthly, v. 142, n.4, 1943
Popular Science Monthly, v. 142, n.4, 1943
 Schermata 2022-02-23 alle 12.23.54.png
Schermata 2022-02-23 alle 12.23.54.png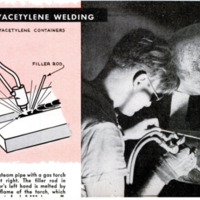 Schermata 2022-02-23 alle 12.24.02.png
Schermata 2022-02-23 alle 12.24.02.png Schermata 2022-02-23 alle 12.24.15.png
Schermata 2022-02-23 alle 12.24.15.png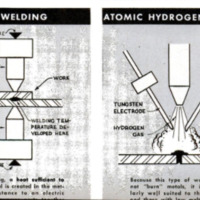 Schermata 2022-02-23 alle 12.24.24.png
Schermata 2022-02-23 alle 12.24.24.png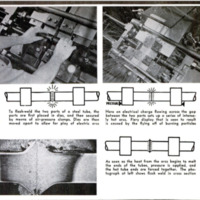 Schermata 2022-02-23 alle 12.24.33.png
Schermata 2022-02-23 alle 12.24.33.png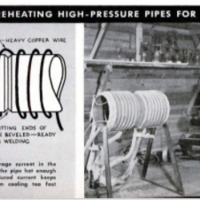 Schermata 2022-02-23 alle 12.24.42.png
Schermata 2022-02-23 alle 12.24.42.png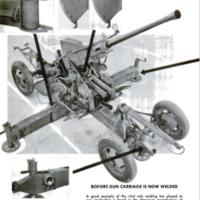 Schermata 2022-02-23 alle 12.24.55.png
Schermata 2022-02-23 alle 12.24.55.png Schermata 2022-02-23 alle 12.25.05.png
Schermata 2022-02-23 alle 12.25.05.png