-
Title (Dublin Core)
-
New copper for shells
-
Article Title and/or Image Caption (Dublin Core)
-
Title: Steel doubles for brass
-
extracted text (Extract Text)
-
AUGUST, 1941, was a hot month
in Cincinnati, as usual. C. L.
Patterson, manager of the Corcor-
an-Brown Lamp Division of The
Electric Auto-Lite Company, had
plenty to worry about besides the
heat, and one of his latest worries
was a summons to go east to the
Frankford Arsenal on the double-
quick and confer with the U. S.
Army.
Corcoran-Brown is a solid, un-
spectacular plant whose carefully
made products have meant safety
and comfort to many thousands of
motorists and householders. At the
time its main products were auto-
mobile headlights and refrigerator
receivers. Those products were
cold-drawn out of steel, and that is
why the Army wanted to talk to
“Pat” Patterson.
At Frankford, Patterson talked
with a technician of long experi-
ence, Lieut. Col. L. S. Fletcher,
and what Colonel Fletcher had to
say was not cheerful news. This
is what it added up to:
‘War was all too obviously ap-
proaching. We were marked as the
big and final goal of Axis aggres-
sion. We were building our own
defenses and meanwhile getting
geared up to supply munitions to
the other democracies. And the
entire program was facing a des-
perate situation because of a short-
age of copper, an essential com-
‘ponent of brass, which, in turn, was
the only satisfactory metal known
for the making of shell cases. The
copper supply had not declined;
it was simply that circumstances
were compelling us to raise our
sights on the entire program of ammunition
making.
The ideal method for mass production
would be to cold-draw the cases from a sin-
gle piece of steel, Colonel Fletcher explained,
but the verdict of industry and the Army's
own experiments indicated that this was
impossible. Patterson was compelled to
agree that it seemed so. But, impossible or
not, it had to be done.
Back in Cincinnati at the plant, Patter-
son did some high-powered thinking about
the military shell case—a remarkably precise
machine with numerous functions to perform.
Basically it must serve as a powder contain-
er, a support for the projectile, and a car-
rier for the primer, which sets off the pro-
pelling charge. The complete assembly be-
comes a device known as one round of am-
munition. This remains true for any shell
from a .22 short to a bulky shell for a 105-
mm. howitzer.
But the most vital active function of the
shell case is to act as a valve, operating at
extreme high speed and under terrific pres-
sure far beyond that of any other mechanical
valve known to industry. This period of
valve action by the shell case in a typical
automatic weapon is about 1/300 of a second.
When a shell is inserted in a gun, a certain
clearance, perhaps 10 to 20 one-thousandths
of an inch, is provided for ease and quick-
ness of loading by the gun crew. When the
round is fired, a tremendous gas pressure is
liberated in the shell case within the gun's
breech. The gun itself expands slightly;
this is known to ordnance engineers as
“breathing.” And the shell case must ex-
pand enough to take up the clearance plus
the gun expansion, and thus form a tight
valve seal so that all the expanding gases
will drive against the departing projectile,
and none of them will seep around to “blow
back” into the breech and injure the cannon
or its crew. This expansion is called “ob-
turation.”
But then, like a well-behaved valve, the
shell case must contract back to its original
size, so that it can be quickly ejected from
the gun and replaced by a fresh round ready
for firing. This is important in any field-
artillery operation; it becomes absolutely
indispensable in a modern automatic air-
craft cannon, in which shells are loaded,
fired, and ejected at a cyclical rate of per-
haps 600 times a minute.
Now, for highly technical reasons, brass
does an almost perfect job of this. Steel, in
normal circumstances, does not. Engineers
have a technical explanation for the dif-
ference; they say that the modulus of
elasticity of brass is 14,000,000 as compared
with 30,000,000 for steel. In laymen’s
language, brass is elastic enough to ex-
pand, but stiff enough to contract in
the right degree. Steel is so elastic that
it may overexpand, and then freeze or
stick without contracting enough.
First of all, Patterson had to find out
whether it was mechanically possible to
draw a shell case out of steel. The
best opinion and experience in the in-
dustry said “No.” There was a kind of
rule of thumb that cold drawing of steel
could be done only in the ratio of three
to one. That is, the finished part could
not be much longer than three times
its base diameter.
Patterson's staff licked that within a
month. They
found that deep-drawing of cold steel could
be done. Right now they draw to a ratio of
seven or eight to one, and Patterson says the
only limit he can see is the depth capacity of
the big punch presses which drive down on
the metal.
Then all he had to do was to go back and
find some way to build into the steel cases
the necessary physical properties of the
brass case. Until then he had been com-
paratively free to experiment with different
types of steel. Now he learned that high-alloy
steels were definitely out—the Army was
short of chrome and nickel, too. The type
they finally settled on is a medium com-
mercial steel—a little better than what you
would put in an automobile’s fenders, but
not quite as high in carbon as bumper stock.
In the next few months the phrase “‘physi-
cal properties” became something between
a prayer and a malediction in Patterson's
mind.
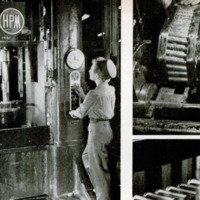
The problem was to induce the proper
physical characteristics in a steel case by a
process of cold-drawing. You draw steel by
placing the part in a die, and then coming
down on it with a tool-steel plunger, driven
at perhaps 40 tons’ pressure by a hydraulic
or mechanical press. Drawing elongates the
steel, forces it to the desired shape, and also
hardens its structure, which is desirable up
to a point.
That point is reached when the steel has
become so hard as to be brittle, and likely to
crack during the next draw. This difficulty
had to be solved experimentally by alternat-
ing the cold draws with periods of annealing,
in which the parts are heat-treated under
conditions of exact time, temperature, and
atmosphere control. The annealing, in effect,
softens the body of the steel and enables
it to undergo another hardening draw.
Within a few weeks Corcoran-Brown had
sample shell cases that would eject as well
as fire. But samples are not the same as
mass production, and some weary months
were spent before the complex problems of
large-scale manufacture of completely re-
liable cases could be solved.
What the Army has now is a perfectly
satisfactory steel shell case that can be
made in any size from the 20-mm. automatic
cannon to the standard 105-mm. gun-howitz-
er. Steel cartridge cases for small-arms
ammunition are in the experimental stage.
Technical data on the process is restricted,
but it is possible now to describe the method
in general terms. The shell case starts as a
steel blank, a disk of given size and weight,
cut from sheet stock. From the blank a cup
is forced under pressure.
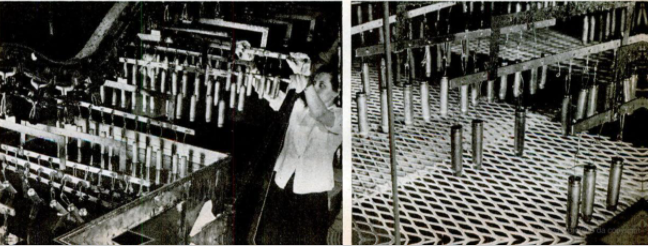
The cup is annealed, then submitted to the
first draw, which elongates it somewhat and
gives it cylindrical form. Then the piece
must be washed, annealed again, and coated
with a soapy solution which acts as a
lubricant and protects the die during the
second draw. The process of annealing is
repeated before the third and fourth draws.
During annealing, the pieces are piled in a
metal basket and sent along a roller con-
veyor through a rigidly controlled gas fur-
nace. The annealing heat applied is around
1,300 degrees F., and the full cycle of heating
and cooling takes an hour and a half.
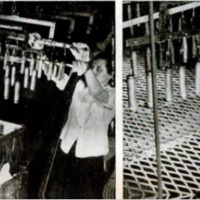
After the drawing is complete, the case
is washed and rough-trimmed, then put
through a series of machining operations
which cut, drill, and polish the head, and
taper the mouth where the projectile
eventually will be crimped in. Both these
operations require unusual precision and are
performed on automatic machines. The
New Britain-Gridley machine that handles
the heading process performs nine opera-
tions on the case of a 20-mm. shell while
cutting and finishing the primer hole and
the groove at the base, which will be en-
gaged by the gun's loading and extracting
‘mechanisms.
Steel cases must have a coating of some
kind to prevent rust or corrosion, and also
to lessen the chance of striking sparks if a
case is banged against some other metal.
At first it was possible to use copper-clad
steel for the blank, or to plate a thin film
of copper on the shell. The growing copper
shortage soon ended that, however, and now
the shells must be coated with a phenolic
varnish, which is baked on. It turned out
that, after the dipping, excess varnish had
a way of gathering in a bead at the mouth of
the shell. Now they pass on overhead con-
veyors over a “detearing plate,” in which a
current of 130,000 volts sets up a powerful
electric field and pulls the bead of varnish
off in a fine spray.
Although he has his production to keep up,
“Pat” Patterson is giving a lot of attention
to some current experiments on new types
of shell cases. And when he has a moment
to spare, he allows himself the luxury of
thinking of the splendid things Auto-Lite
is going to be able to do with this hard-
earned technology when the time comes that
America once again can draw steel for
peace instead of war.
-
Contributor (Dublin Core)
-
John H. Walker (Article Writer)
-
William W. Morris (Photographer)
-
Language (Dublin Core)
-
eng
-
Date Issued (Dublin Core)
-
1943-08
-
pages (Bibliographic Ontology)
-
124-127, 206, 208
-
Rights (Dublin Core)
-
Public Domain (Google Digitized)
-
Archived by (Dublin Core)
-
Matteo Ridolfi
-
Marco Bortolami (editor)


 Popular Science Monthly, v. 143, n. 2, 1943
Popular Science Monthly, v. 143, n. 2, 1943