-
Title (Dublin Core)
-
Hand Tool of Mechanized Warfare
-
Article Title and/or Image Caption (Dublin Core)
-
Hand Tool of Mechanized Warfare
-
extracted text (Extract Text)
-
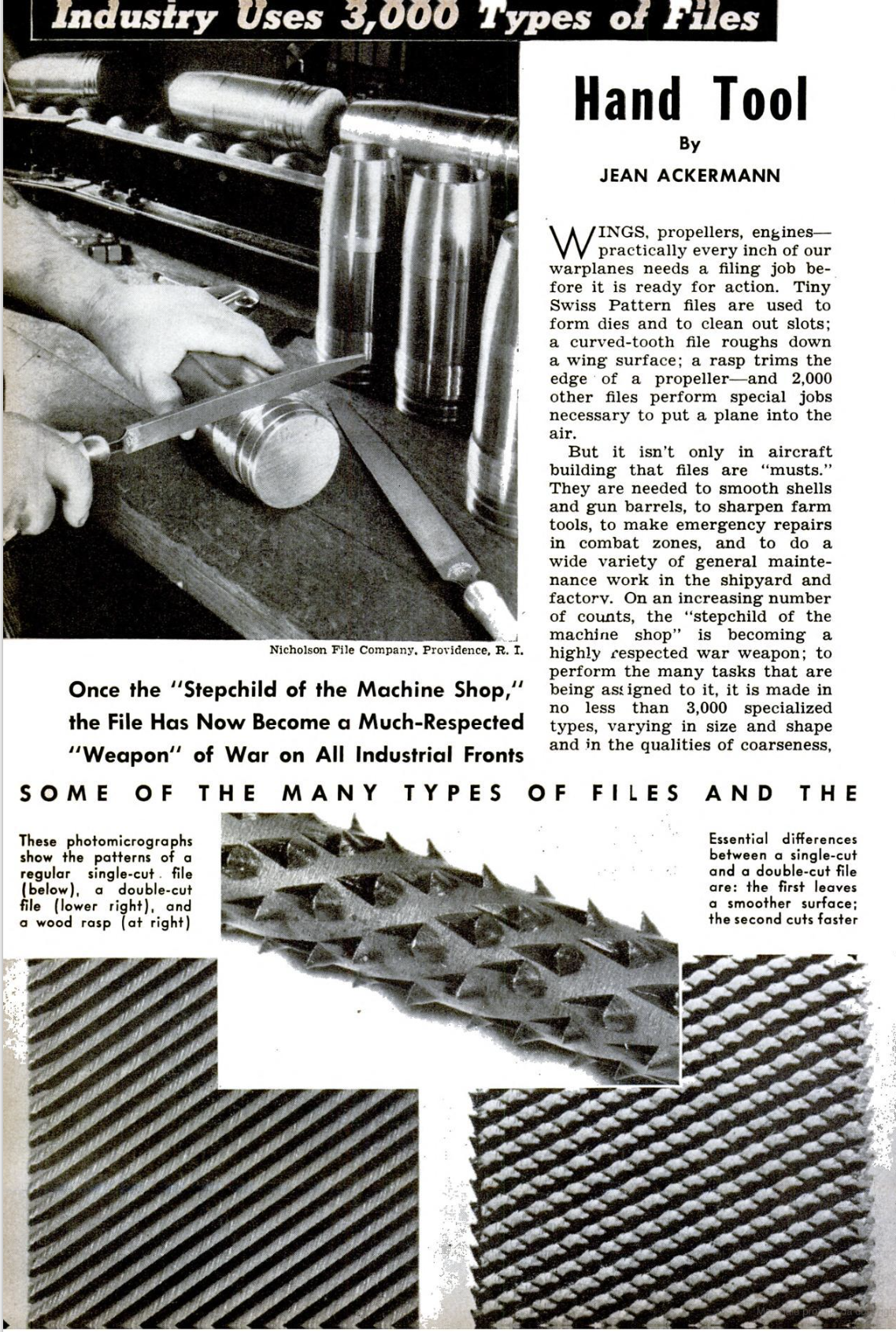
WINGS, propellers, engines—
practically every inch of our
warplanes needs a filing job be-
fore it is ready for action. Tiny
Swiss Pattern files are used to
form dies and to clean out slots;
a curved-tooth file roughs down
a wing surface; a rasp trims the
edge of a propeller—and 2,000
other files perform special jobs
necessary to put a plane into the
air,
But it isn't only in aircraft
building that files are “musts.”
They are needed to smooth shells
and gun barrels, to sharpen farm
tools, to make emergency repairs
in combat zones, and to do a
wide variety of general mainte-
nance work in the shipyard and
factory. On an increasing number
of counts, the “stepchild of the
machine shop” is becoming a
highly cespected war weapon; to
perform the many tasks that are
being astigned to it, it is made in
no less than 3,000 specialized
types, varying in size and shape
and in the qualities of coarseness,
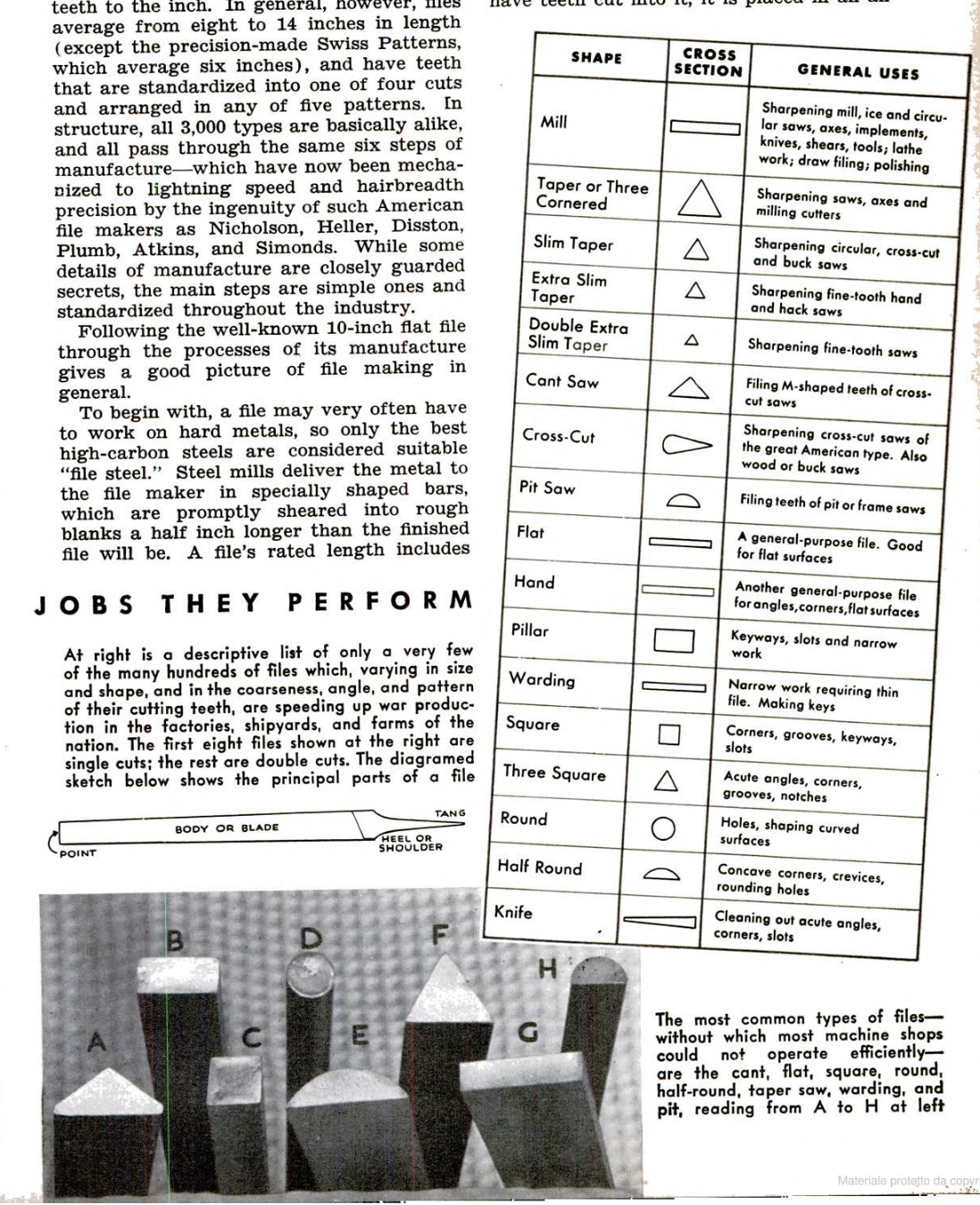
angle, and pattern of their cutting teeth.
Today's file, for instance, may be either
needle size or two feet long; it may be
square, round, triangular, or wedge-shaped;
and it may have anywhere from four to 350
teeth to the inch. In general, however, files
average from eight to 14 inches in length
(except the precision-made Swiss Patterns,
which average six inches), and have teeth
that are standardized into one of four cuts
and arranged in any of five patterns. In
structure, all 3,000 types are basically alike,
and all pass through the same six steps of
manufacture—which have now been mecha-
nized to lightning speed and hairbreadth
precision by the ingenuity of such American
file makers as Nicholson, Heller, Disston,
Plumb, Atkins, and Simonds. While some
details of manufacture are closely guarded
secrets, the main steps are simple ones and
standardized throughout the industry.
Following the well-known 10-inch flat file
through the processes of its manufacture
gives a good picture of file making in
general.
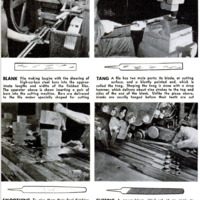
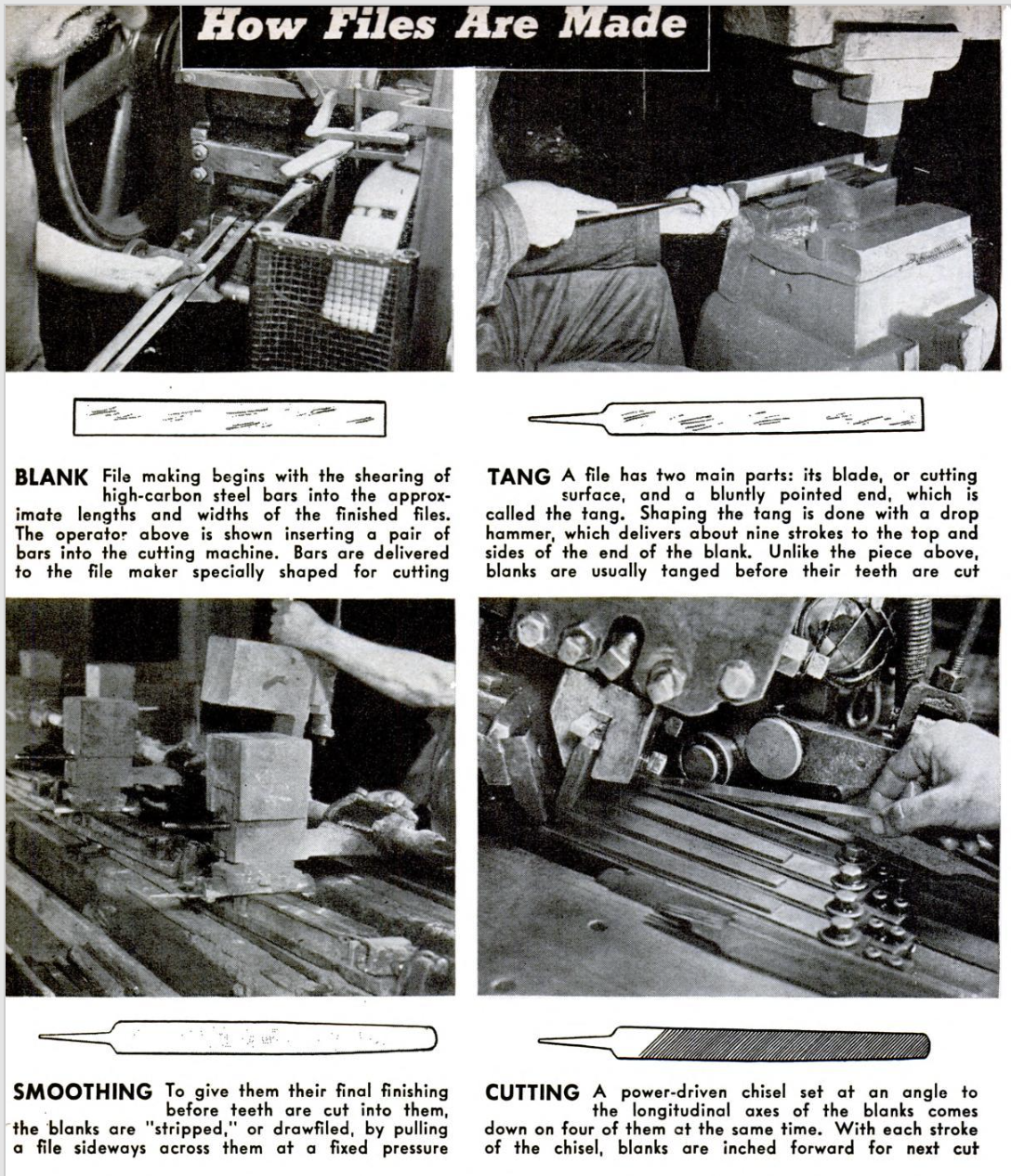
To begin with, a file may very often have
to work on hard metals, so only the best
high-carbon steels are considered suitable
“file steel.” Steel mills deliver the metal to
the file maker in specially shaped bars,
which are promptly sheared into rough
blanks a half inch longer than the finished
file will be. A file's rated length includes
only the cutting blade, exclusive of the metal
handle, or “tang,” which is formed under a
trip hammer into a two-inch projection
tapering sharply to a blunt point.
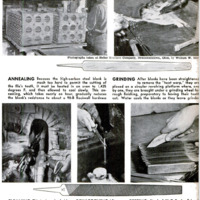
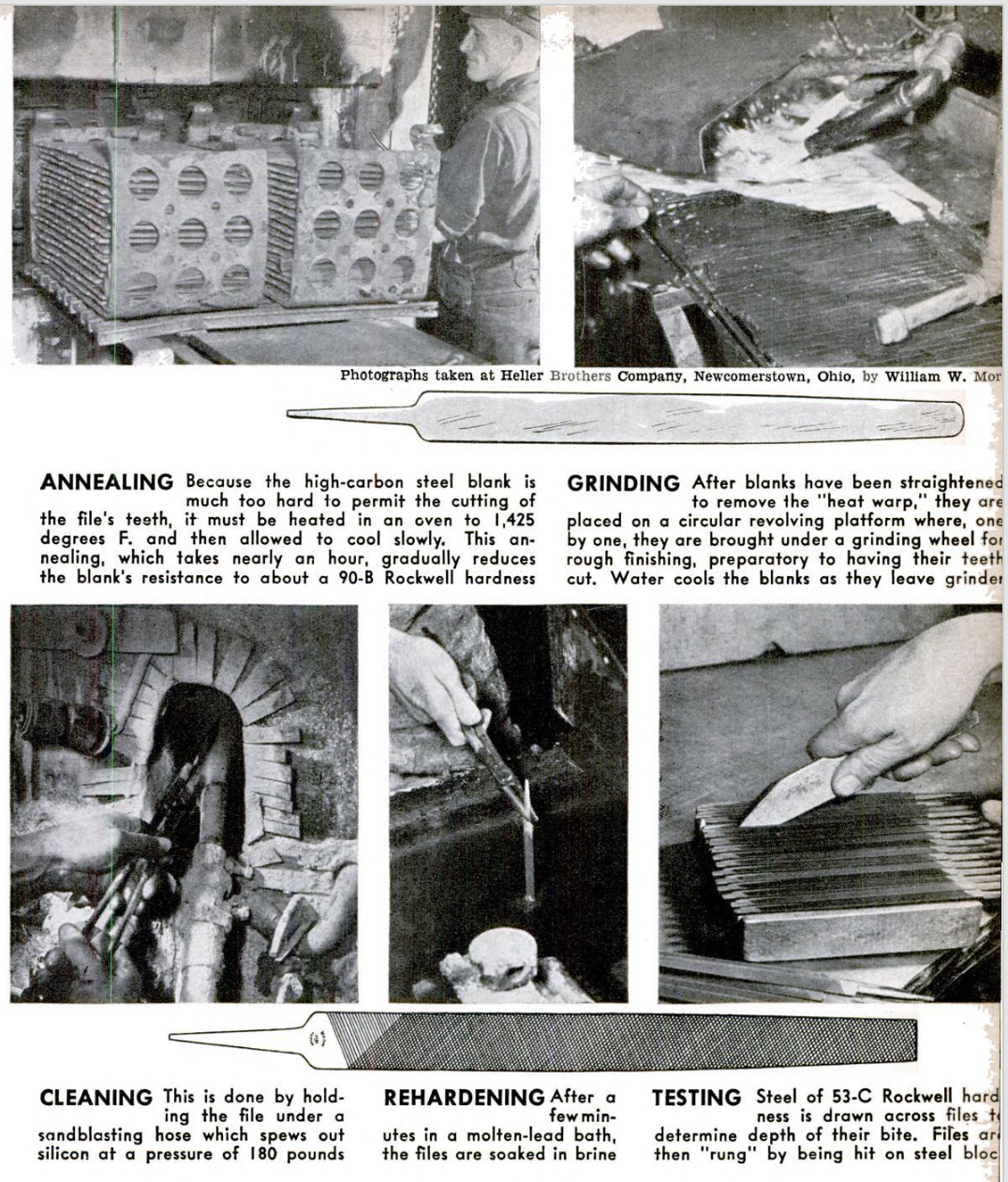
Since the blank is too hard and brittle to
have teeth cut into it, it is placed in an an-
nealing oven, heated to about 1,425 degrees
F., and then left to cool. It is then mechani-
cally straightened out to remove “heat
warp” and ground to a smooth surface.
Remaining microscopic irregularities are
“stripped” away by pulling a sharp file side-
ways across the blank.
In the cutting machine, the blank, along
with three other similar blanks, is fastened
on a zinc-covered lead foundation. Above is
a power-driven chisel which comes down re-
peatedly on all four blanks to form razor-
edged ridges. With each cut of the chisel,
the foundation inches forward to await the
next cut. This first cutting takes but a few
seconds. If the file is to be single-cut, it is
now ready for hardening. If double-cut, it
is shifted around so that the chisel can cut
another set of ridges at a different angle.
Other, less common, files must be made in
different types of machines. The coarse
teeth of the rasp are individually formed
with a heavy punching tool; the ridges on
a curved-tooth file are milled on a circular
cutter; and the tiny teeth of the Swiss Pat-
tern group must be cut with the most exacting
care and accuracy on precision machines.
On a single-cut file, the ridges lie across
the file at an angle to the longitudinal axis
of between 65 and 85 degrees. If the file is
double-cut the first set of ridges is cut at
only a 40-degree angle, with the second set
crisscrossing the first at a 70 to 80-degree
angle to the longitudinal axis. Generally
both edges of a file are given a single set of
ridges, although in some instances one edge,
or even one face, may be left blank to pre-
vent damage to adjacent metal when the
file is being used on a small job.
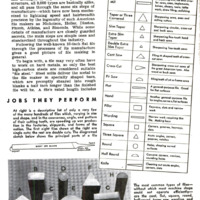
The coarseness of a file is determined by
how close together its teeth are. Cuts of
American Pattern files range from the pin-
point surface of “double dead smooth”
through “smooth,” “second cut,” “bastard,”
“coarse,” to “die,” which has teeth about a
sixteenth of an inch high. The fine cuts of
Swiss Pattern files range from No. 00 to
No. 6 (very smooth), while curved-tooth
files run from “standard” through “fine” and
“smooth” to “dead smooth.” It must be re-
membered, however, that the grain of a file
varies with its length, so that. the various de-
grees of coarseness are purely relative.
After its teeth are cut, the file is re-
hardened by being coated with a paste that
shields the teeth from oxidation, and then
being dipped up to its tang in a lead bath
maintained at 1,425 degrees F. After a few
minutes it is withdrawn and plunged into a
brine bath at 80 degrees F. Emerging from
this, the file is as hard as any metal it may
encounter.
Washed with high-pressure sandblasting,
and oiled, the file is ready to be tested. The
standard “workout” is several strokes on
a block of high-carbon steel (53-C Rockwell
hardness) to determine the depth of its bite
and the length of the shavings. If it passes
that test, it is then “rung” (struck sharply)
on a second block, to determine whether it
bas incurred any water cracks in the brine
bath. If found to be flawless, its tang is
oven-tempered for greater strength, and the
entire file is then given a rust-preventing
coat of oil preparatory to shipping.
Choosing the right file for a job can usual-
ly be done merely by observing the length
of the file, for it is the length that governs
the width and depth of the tool as well as
its coarseness. Other things being equal, a
long file should be chosen for rough work; a
short one for delicate work.
But what most sharply distinguishes files
from each other, and from rasps, is the
character of the tooth cut. Each of the
five patterns—single-cut, double-cut, rasp,
curved-tooth, and Swiss Pattern—has its
own sphere of work where another file is un-
able to compete. Take the simple single-cut
file. Its one set of ridges do clean work and
leave a smooth, even surface. But it does
its work slowly. Consequently, single-cut
files are, for the most part, restricted to
finishing stock where a smooth surface is
desired, removing thin layers of stock from
large areas, and sharpening cutting tools.
Variations of the single-cut tool are used
for the first two tasks; for sharpening, there
is a group of specially shaped saw files, such
as band saw, pit saw, and crosscut files, each
designed to fit snugly into the gullets of the
teeth of some saw. Another single-cut type
is the lead float, whose coarse, widely spaced
ridges make it particularly suitable for soft
metals such as lead, babbitt, and brass,
which would clog finer-toothed tools. For
lathe filing, there is a special long-angle,
single-cut file that quickly clears itsel
metal shavings while in action.
With their hundreds of tiny teeth, double-
cut files work faster, though less smoothly,
than single-cuts. Available in every con-
ceivable geometric shape, they can meet
almost any filing need, and are a universal
fixture in the machine shop.
The rasp is to wood what the file is to
metal. Its coarse, widely spaced teeth can
take a good bite out of soft surfaces such as
wood, plastic, aluminum, and leather with-
out becoming clogged. Varying in its coarse-
ness, the rasp is an indispensable tool of the
‘blacksmith, woodworker, plumber, and shoe-
maker. Even the aircraft industry is using
a new rasp specially designed for quick fil-
ing on aluminum propellers.
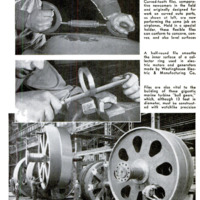
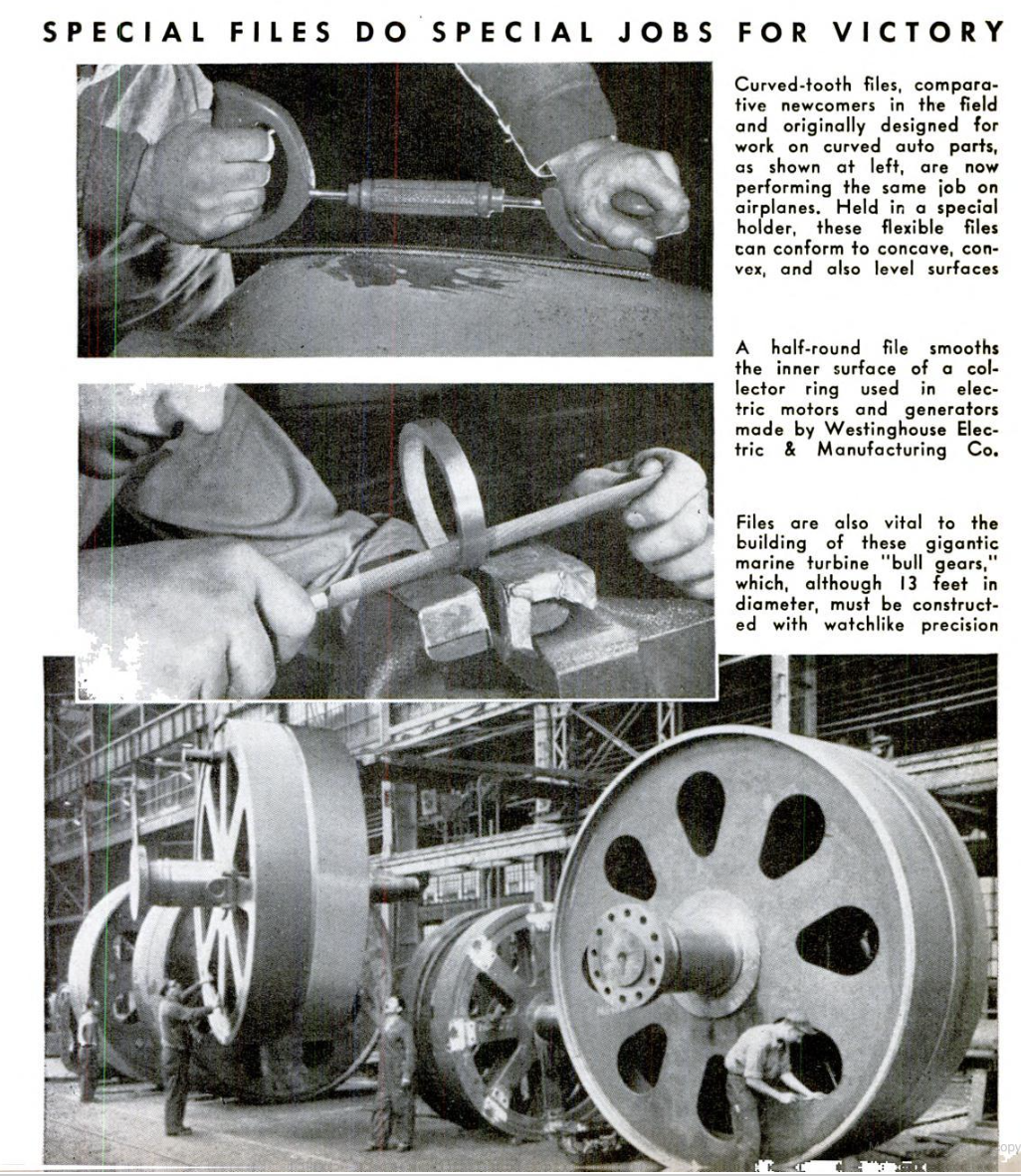
Curved-toothed files, newcomers in the
field, were originally designed and success-
fully used for smoothing the rounded sur-
faces of auto bodies. Now they are doing
the same job on airplanes. These flexible
files, worked in a special holder, will con-
form to concave, convex, or level Surfaces.
One version, with a standard cut on one face
and a fine cut on the other, is a regular tool
for boat mechanics and ground forces at air
fields.
Swiss Pattern files are actually only
miniature double-cut files, but being made
with precision machines, and possessing a
much greater accuracy than the American
Pattern types, they are grouped separately.
They are used for shaping industrial dies
and tools, and are a necessity to the watch-
maker, jewelery maker, locksmith, dentist,
and other technicians dealing in delicate
metal work. Some of the unusual shapes in
which these files come are exclusive to the
Swiss Pattern group.
Because of the great demand for speed
in wartime production, files are likely to be
looked upon as “expendable”—to be dis
carded at the first sign of wear. Normally,
however, by taking a few simple precautions
—each involving but a few seconds—the
life of a file can be greatly prolonged.
To keep it in good cutting form, apply the
file only to the material for which it is in-
tended, use the recommended stroke, and
store the tool in a file rack whenever it is
mot in use. Because they are brittle and
their cutting edges are exposed, files are
easily damaged by rough, careless handling.
Premature dulling of the teeth is likely to
De caused either by filing too fast or using
too little pressure on the work. Experts
suggest a slow, uniform stroke, with just
enough pressure that the teeth do mot be-
come glazed from sliding over the work.
Except on soft metals, a file should not be
dragged over the work on the return stroke.
As it is designed to cut when moving for-
ward, dragging blunts the edges. Periodic
oiling will add to the file’s life, and wrapping
it in a newspaper when it is being carried
is well worth the trouble.
Stripped teeth are likely to result from
using too much pressure, from filing work
that “chatters” because it is not held in a
vise, from a fast, choppy stroke, or by using
too coarse a file for the work. Clogged
teeth can be remedied by using a file card
or a soft steel pick, after which the tool should
be washed in a hot solution of washing
soda and thoroughly oiled. For soft metals,
which tend to stick to a file's teeth, use
tools with widely spaced teeth, chalk the
teeth before starting, and drag the file
slightly on the return stroke to clear the
teeth.
Files should never be dropped haphazardly
on a bench, nor should they be kept loose in
a drawer along with other tools. The cut-
tin: :dges of a new file are as fragile as the
edo of a razor, and can be easily chipped
through mishandling.
A good trick adopted by expert mechanics
to get the best and longest service from files
is to reserve new ones for use on the softer
metals, such as copper and aluminum, before
beginning to use them on harder metals. In
any case, it is a good plan to stick a square
of adhesive tape on the heel of each file and
mark it to show the type of metal on which
the file is to be used.
Under no circumstances should a file be
struck against a vise or other object in an
effort to clear the gullets. That is the quick-
est way to break the teeth, the file, or both.
Be sure that the tang of a file is firmly set,
50 as to avoid breakage and insure accurate
‘work. If the handle is loose, hold the blade
of the file in one hand, free of any other sup-
port, and tap the end of the handle with a
mallet.
-
Contributor (Dublin Core)
-
Jean Ackermann (writer)
-
Language (Dublin Core)
-
eng
-
Date Issued (Dublin Core)
-
1943-10
-
pages (Bibliographic Ontology)
-
82-87
-
Rights (Dublin Core)
-
Public Domain (Google digitized)
-
Archived by (Dublin Core)
-
Matteo Ridolfi
-
Alberto Bordignon (Supervisor)

 Popular Science Monthly, v. 143, n. 4, 1943
Popular Science Monthly, v. 143, n. 4, 1943